4. Exécuter & Graver
La page Exécuter (Execute) est le centre de contrôle de votre découpeuse laser. Ici, vous vous connectez à votre machine, positionnez le laser et lancez les tâches G-code.
- warning La sécurité d'abord
- Respectez toujours les consignes de sécurité laser lors de l'utilisation de votre machine.
- menu_book Lire le manuel
- Pour votre sécurité, lisez et suivez toutes les instructions du manuel d'utilisation de votre découpeuse laser.
- stop_circle Arrêt d'urgence
- Assurez-vous d'être formé pour arrêter la machine en toute sécurité en cas d'urgence.
- door_front Capot
- Si votre machine possède un capot de protection, fermez-le toujours avant de lancer un travail.
- eyeglasses_2 Protection oculaire
- Portez des lunettes de sécurité certifiées adaptées à la longueur d'onde de votre laser.
- person_alert Rester présent
- Ne laissez pas la machine sans surveillance pendant que le laser est actif.
- air Ventilation
- Assurez une ventilation adéquate — la découpe laser peut produire des fumées toxiques.
- fire_extinguisher Risque d'incendie
- Gardez un extincteur à portée de main.
- visibility_off Dommages oculaires
- Même une brève exposition à la lumière laser peut causer une cécité permanente.
Connexion à la machine
Le processus de connexion diffère légèrement selon que vous utilisez la version en ligne ou l'Application Bureau.
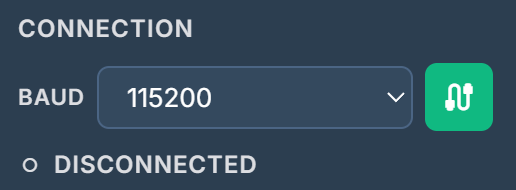
Connexion série (USB)
- Sélectionnez le bon Port série et le Baud Rate (généralement 115200 pour GRBL).
- Cliquez sur Connecter (Connect). L'indicateur d'état deviendra vert une fois la connexion établie.
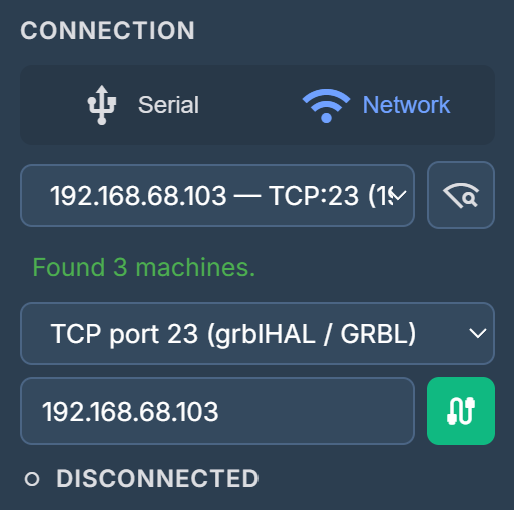
Connexion réseau (WiFi / Ethernet)
Dans l'Application Bureau, vous pouvez vous connecter via le réseau local à des machines utilisant FluidNC ou grblHAL.
- Auto-Discovery – Cliquez sur le bouton Trouver machine (wifi_find). Le logiciel scannera votre réseau via mDNS et listera les contrôleurs disponibles.
- IP Manuelle – Si la découverte échoue, vous pouvez saisir l'Adresse IP de la machine manuellement.
- Protocole – Choisissez FluidNC (WebSocket) ou TCP/Telnet (port 23) selon le firmware de votre contrôleur.
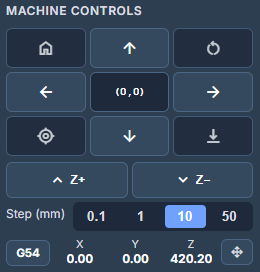
Contrôles machine (Jogging)
Utilisez les commandes de mouvement pour déplacer la tête laser manuellement :
- Flèches X et Y – Déplacent le laser sur le matériau.
Raccourci clavier : Touches directionnelles - Flèches Z – Déplacent la tête laser vers le haut ou le bas (pour les machines avec axe Z motorisé).
Raccourci clavier : Page Up / Page Down - Origine Machine (Home) (home) – Lance la séquence de prise d'origine ($H) pour trouver les limites physiques de la machine via les capteurs de fin de course.
Raccourci clavier : Home (Début) - Reset Logiciel (restart_alt) – Envoie une commande Ctrl-X au contrôleur pour effacer les erreurs ou arrêter un mouvement immédiatement sans déconnecter.
Raccourci clavier : Ctrl+X - Pas (Step) – Choisissez la distance de déplacement du laser à chaque clic (0,1 mm à 50 mm).
Raccourci clavier : Ctrl + Gauche/Droite - Définir Zéro (my_location) – Définit la position actuelle comme origine de travail temporaire (X=0, Y=0). C'est généralement là que commence le coin inférieur gauche de votre projet.
Raccourci clavier : Ctrl+0 - Aller à l'Origine (0,0) – Déplace la tête laser vers l'origine de travail actuelle.
Raccourci clavier : 0 - Aller à la Position (drag_pan) – Saisissez des coordonnées X, Y, Z spécifiques pour déplacer la tête de manière relative ou absolue, ou définir un décalage spécifique.
- Système de coordonnées (G54 etc.) – Vous pouvez sélectionner plusieurs systèmes de coordonnées (G54, G55, G56, etc.). Utile si vous utilisez plusieurs fixations. G53 représente le système de coordonnées machine défini par le homing, son décalage ne peut pas être modifié.
Exécuter du G-code
Une fois votre G-code chargé (via la page Générer ou par téléchargement manuel), vous pouvez l'exécuter. Seul le fichier G-code actif sera exécuté. Vous pouvez passer d'un fichier à l'autre via le sélecteur en haut de la page.
- Visionneuse 3D – Utilisez la visionneuse pour vérifier les trajectoires. Vous pouvez pivoter (clic gauche), zoomer (molette) et déplacer (clic droit) pour inspecter le design.
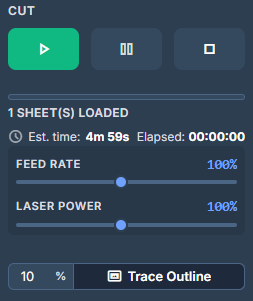
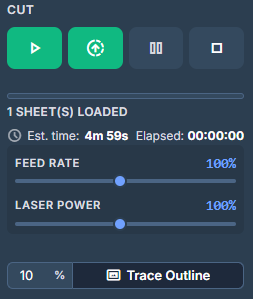
- Contraser (Frame) – Cliquez sur le bouton Contraser pour déplacer la tête laser le long du périmètre de votre travail (laser éteint ou à très faible puissance). Cela permet de vérifier que le design tient sur votre matériau et est correctement positionné.
- Démarrer Travail – Cliquez sur le bouton Play (play_arrow) pour commencer le processus de découpe/gravure.
Si vous êtes connecté en Wi-Fi ou Ethernet et qu'un support de carte SD a été détecté, en appuyant sur (arrow_upload_progress), vous pouvez charger le G-code dans la mémoire interne de la machine et le lancer directement depuis celle-ci, ce qui améliore les performances pour les travaux complexes. - Pause/Stop – Vous pouvez mettre le travail en pause à tout moment ou l'arrêter complètement si vous remarquez un problème.
- Overrides – Permet d'ajuster la vitesse d'avance et la puissance laser pendant l'exécution du gcode.
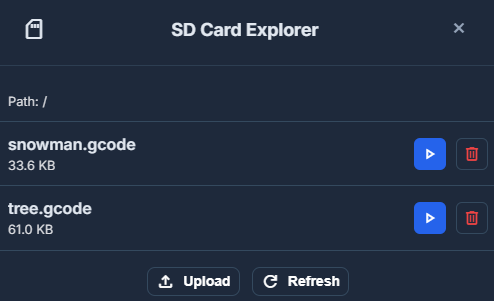
Explorateur de carte SD
Si la compatibilité machine (GrblHal, FluidNC) est détectée lors de la connexion, vous pouvez utiliser l'Explorateur de carte SD pour gérer les fichiers sur le stockage interne. Actions possibles :
- Voir les fichiers stockés sur la carte SD.
- Lancer le G-code depuis les fichiers de la carte SD.
- Supprimer des fichiers.
- Charger des fichiers G-code de votre ordinateur vers la carte SD (si connexion Wi-Fi/Ethernet).
- Lancer depuis la carte SD pour contourner la latence USB/Wi-Fi.
- Réduire le DPI ou les vitesses de gravure/déplacement dans la page Générer pour simplifier le flux G-code.
Fonctions avancées
- Sonde Z (Z-Probe) (vertical_align_bottom) – Si votre machine possède un axe Z motorisé et une sonde Z, vous pouvez l'utiliser pour localiser automatiquement le haut de la pièce ou le plateau et régler un zéro Z précis.
- Console – Un terminal pour voir la communication brute avec le contrôleur GRBL et envoyer des commandes G-code manuelles.